Create new design to compliment existing customer product line to satisfy the customer’s need for a field programmable Digital Switching Keypad that they did not have previously. New Digital Switching Keypad is to be NMEA2000 certified. Can also be configured to be CAN BUS certified. Aesthetics to have similar style and appearance of current customer product line. New unit needs custom electrical and software design for programmable buttons, NMEA2000 interface, and other electronic functions. Mechanical design to meet requested aesthetics, be IP67 sealed, have tri-color LED indicators, backlit keys, sound indication, and light sensor for automatic dimming.
Preliminary Design
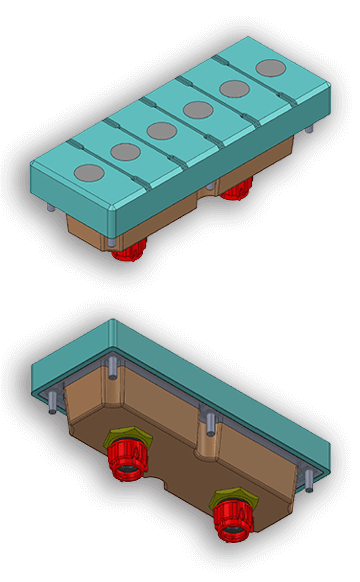
MNR creates a preliminary 3D model and reviews with the customer to get feedback and direction on what they want for refined aesthetics. PCBA and custom software is put in process and reviewed with customer as it progresses.
Solving Problems
MNR works directly with customer while solving problems to ensure solutions meet expectations. To save on cost MNR integrates the needed M12 connector directly into the rear backer by molding it in place. This saves cost by not needing additional components to be assembled. The rear backer is soldered directly to the PCBA for electrical contact and easy assembly.
Final Selection
The design goes through multiple iterations until the final desired look is achieved and approved by the customer. All requested features such as backlighting, tri-color LED indicators, sound indication, light sensor, and IP67 sealing are all accounted for. Software is continually shared and reviewed with customer to ensure it meets expectations and needs.
Render Review
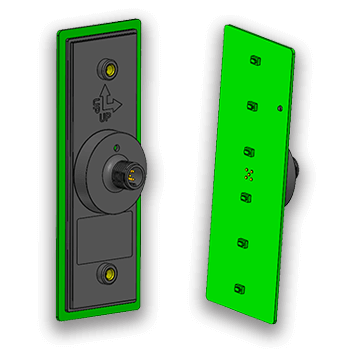
3D Renders are created to give the customer an idea of how the final end product will look.
Rapid Prototyping
MNR uses proto-tools and 3-D printing to demonstrate how the product will look, function, and feel when completed. The 3-D printed assemblies allow for verification of the design, trouble shooting, and identifying structural issues before the product enters the tooling process. Samples can be made in hours versus days and accelerate the development and qualification process. Software is tested using breadboards and proto-boards that are built into proto-assemblies and shared with customer for review and approval.
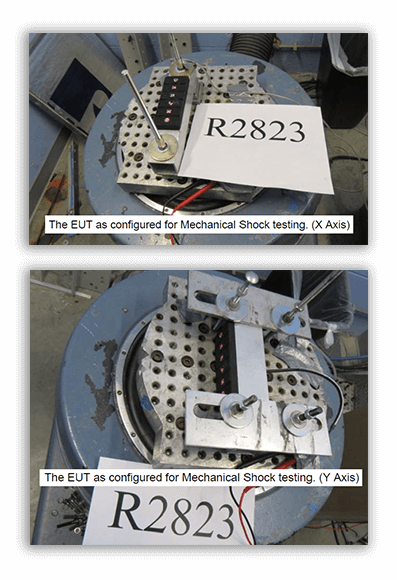
Testing
Final product is built up and tested in accordance with customer specified testing criteria. MNR uses a local testing facility for products that require extensive testing prior to official production release.
Final Product
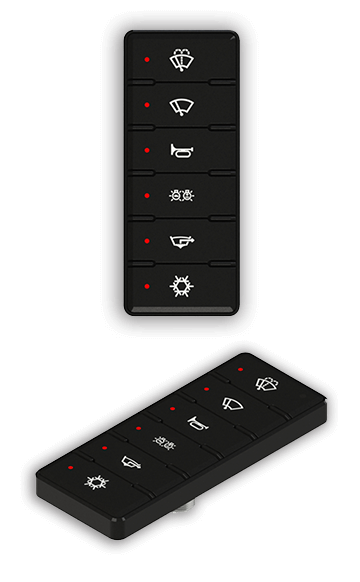
Final product is made. MNR creates a design that is programmable and interfaces with NMEA2000 software. Software can also be created to interface with CAN BUS software. The device can be programmed to have buttons that function as needed and defined by the end customer. MNR includes button inserts that can be selected by the end customer for what they functionally want on their keypad. The design is IP67 rated, has LED button indicators, backlit keys, built in sounder, and light sensor for automatic dimming.
Full Turnkey Product
MNR provides a full turnkey solution for the customer by providing a fully boxed assembly including the unit assembly, insert buttons set, connecting cable, installation hardware, installation instructions, and product ID labels.